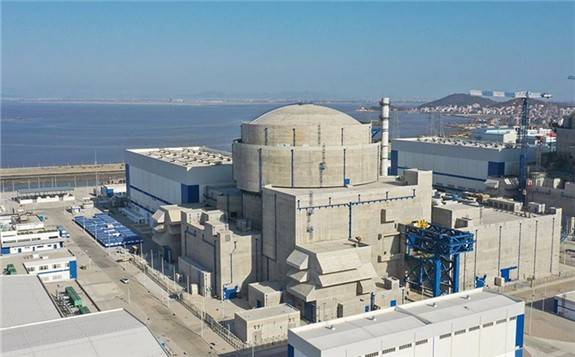
主管道连接着反应堆压力容器、蒸汽发生器和主冷却剂泵,是一回路反应堆冷却剂系统压力边界的重要组成部分,运行时长期承受反应堆冷却剂的高温、高压,堪称核电站的主动脉。主管道焊接处于核电站建造的关键路径,焊接质量和工艺要求十分严格,施工技术难度大,其焊接质量直接关系到核电站的安全运行。
K-2/K-3机组主管道焊接采用窄间隙TIG自动焊技术,具有焊接残余应力小、焊缝质量高、焊接可全过程监控、劳动强度低等优点。中方人员克服不利因素,严格控制焊接过程参数,全程过程质量控制,确保了K-2机组主管道焊接顺利完成。