12 月 20 日,陕西西安,阳光明媚。
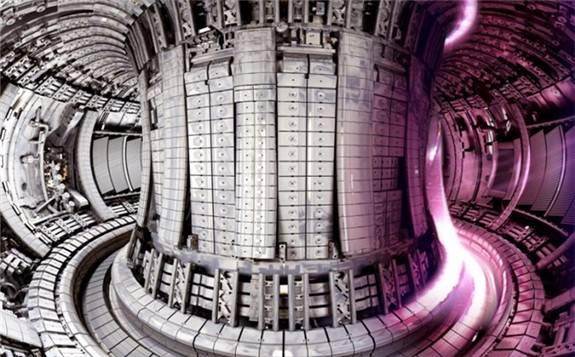
位于北郊的西安核设备有限公司的一个车间内,50 多人正凝视着大吊车挂钩下一块明黄色的仪表,表盘上的红色数值一直显示为0,表明结果令人满意。
“模拟核燃料组件抽插试验完成,完全符合设计要求。”至此,龙舟-CNSC 乏燃料运输容器原型样机验收取得圆满成功,标志着我国成为世界上为数不多的、能够自主设计制造大型商用乏燃料运输容器的国家之一。
作为该容器的主要设计者,中国核电工程公司核设备所放射性物质贮运工艺室副主任姚琳此刻外表看似平静,但内心早已激荡不已,研发中的一幕幕不停地在眼前回放,此刻的心情有兴奋、有激动,但更多的是感激。为了这一天,她所在的龙舟研制项目组已经奋斗了 8 年。在项目总指挥、中核集团总经理助理李晓明,项目总设计师、工程公司核设备所副总工程师谢亮的领导指导下,她所在的项目团队,齐心协力,逾越了一个又一个障碍,攻克了一个又一个难题,终于取得了关键性的胜利。

自我挑战 自我提升
将普通容器提高为高燃耗容器
伴随我国商用核电事业的快速发展,每年需要外运的乏燃料组件数量对运输能力提出了更高要求,尽快填补我国大型商用核电站乏燃料运输容器研制的空白,并实现批量化生产,已成为急切需求。作为我国一类放射性物品运输容器的资深设计单位,中国核电工程有限公司看在眼里,急在心里。他们在2009 年 2 月通过“大型先进压水堆及高温气冷堆核电站”国家科技重大专项申请“乏燃料运输容器研制”科研课题。2010 年 12 月,国家能源局正式下达了任务合同书。中核集团公司高度重视,将“乏燃料运输容器研制”课题纳入集团公司重点科技专项“核燃料元件运输容器设计制造技术”,确定了研究任务和主要技术指标。工程公司作为研制项目牵头单位,西核公司参与研制,完成原型样机制造。与此同时,集团公司还制定了定期召开协调会制度,由集团公司总经理助理李晓明任项目总指挥,统筹组织推进项目研发。
目标既定,就需快马扬鞭,风雨兼程。为完成研制任务,项目参研各单位挑选精兵强将,组建了“乏燃料运输容器研制”项目组,聚集了包括工艺、结构、力学、热工、临界、屏蔽、材料、焊接等多个专业领域优秀人员,投入到紧张的研发工作之中。
可是,随着研发工作不断推进和深入,项目组对任务书中组件最大平均燃耗深度 45000MWD/tU 这项参数有了新的思考。随着我国核电相关技术和运行能力的不断提升,推行长周期换料已然成为国内核电站努力的趋势。而 45000MWD/tU 这个最大平均燃耗深度值是根据当时国内乏燃料情况设定的,从发展的角度看,是难以满足长周期换料后乏燃料运输要求的。对此,项目组经过认真研究分析讨论,决定将这一参数提高至55000MWD/tU。
这可不是一个简单的数据调整,而是意味着大量的调研、分析和计算工作“。重新来过,不是简简单单地走老路,而是在原有型号基础上进行升级。”项目负责人王庆回忆说。
45000MWD/tU 是集团公司以任务书形式下达的,如果提出更改,意味着此前围绕这一参数开展的设计、分析、计算等工作都要重新开展,项目组付出的大量心血都将付诸东流。不仅如此,由于运输容器各参数之间是相互制约的,一项数据的变动,还将牵动其他相关数据随之调整。每一项数据的背后都是一个专业领域,此次将最大平均燃耗深度值提高意味着对各专业的挑战,而且有些专业特性是互相制约的,为一方提供了条件的同时会使另一方条件变得苛刻。况且,CNSC 乏燃料运输容器是国内首台大型商用核电站乏燃料运输容器,国家核安全局非常重视,将普通容器提高为高燃耗容器,国家核安全局和审评单位机械科学研究总院、核与辐射安全中心也需要进行大量的调研和审查工作。为此,在国家核安全局的组织下审评单位与相关单位进行了多次沟通,为在安全的前提下提高容器性能提供了保障。
让人感到非常欣慰的是,设计人员并没有为此影响积极性,而是围绕新设定的参数,再次计算分析,整个研发工作也没有因为数据的调整而陷入僵局。对此,谢亮解释道,项目组的目标很明确,就是要成功研制大型商用乏燃料运输容器 ,其 中 的 关 键 词 之 一 就 是“ 商用”,这就要求研发团队设计产品不仅要从质量、安全的角度考虑,还需要从市场化、产业化的维度思考。“我们不是为了科研而科研,最终目的是为了满足用户的需求。如果科研成果适应范围狭窄,难以满足用户需求,即使成功了,现实意义也是打折扣的。”
今年 11 月,国家核安全局向工程公司正式颁发了CNSC乏燃料运输容器设计批准书,可以说这是对整个项目研发团队敢于自我挑战、自我提升精神的肯定和认可。
时不我待 使命必达
不让自己这一环成为核能发展制约因素
“龙舟”,从功能上说,的确如“舟”,是连接着核电站与后处理厂等之间的重要运输设备。但从外形看,它更像巨型的哑铃。容器结构看似简单,但实际制造难度很大,有多项关键工艺技术在国内尚属首次应用,没有先例可循,需要不断摸索与创新。其中,灌铅工艺就是如此。
“龙舟”屏蔽性能是否满足设计要求,主要取决于容器的灌铅质量。对于西核公司而言,灌铅倒不是新鲜的工艺,自 1969 年公司成立以来就曾多次采用,应该说已经积累了相当丰富的经验。可是这次“龙舟”的灌铅难度极大,不比寻常。不仅容器灌铅量大,需要连续作业7天以上,而且过程中容器所有部位都要保持恒温,任何疏忽都会造成灌铅中出现气泡、缩孔缩松等缺陷而导致铅层的屏蔽性能不满足要求。即使是世界上采用灌铅方式制造大型商用乏燃料运输容器的国家,也常常折戟于灌铅这一环节。
面对困难,西核公司认真研究确定实施方案,在以往公司灌铅工艺经验的基础上,针对容器的特殊结构和灌铅技术的高要求,设计集成了熔铅、灌铅系统,并制作试验件进行工艺验证试验,验证通过后于 2014 年 9 月启动灌铅。然而,辛勤的付出并没有换来期待的结果。在初次屏蔽检测抽查中,竟有约50%的检测点不合格,这对西核公司的项目研制团队来说,是一个沉重的打击。
作为集团公司的大型非标设备制造企业,重要的科研生产基地,西核公司承担并完成集团公司的重点科研项目责无旁贷。对于西核公司来说,非标意味着每个项目都是不一样的,都需要在原有经验上继续改进和创新,不断创新、能打硬仗、勇于攻关一直是西核公司的核心价值和竞争力所在。
在哪里跌倒就在哪里爬起来。研制团队的成员们重新振作精神,一起认真分析原因,总结经验,寻找解决办法。工程公司的容器设计团队也常驻现场,与制造团队同吃同住,共同参与工艺方案的调整。灌铅工艺的调整得到了国家核安全局、机械研究总院的大力支持和帮助,清原公司作为业主方也提供了全程支持。终于功夫不负有心人,最终经 γ 屏蔽检测,3220 个监测 点 结 果 全 部 合 格 。 2016 年 10月,灌铅工艺固化专家评审会召开,经审查确定,灌铅工艺具备固化条件,可满足批量化生产需求。今年 11 月,国家核安全局向西核公司颁发了制造许可证。让人自豪的是,作为研制项目,原型样机制造从开工到样机制造完成仅用了 3 年时间,研制所用时间与国外有成熟制造技术的供应商的正常制造周期相当。
其实,这种忘我工作、使命必达的精神品质,是团队成员共同的特征。在容器制造过程中,项目总指挥李晓明牵头召开了 13 次协调会,解决遇到的相关问题,推动研发持续向前。项目总设计师谢亮、项目负责人王庆等多次统筹协调,与国家核安全局反复沟通,只为研制出适应和满足未来我国乏燃料运输需求的容器。因为他们深知,成功研制大型商用乏燃料运输容器已经时不我待。当前我国正处于由核大国迈向核强国的关键时期,特别是中国核电已经成为“走出去”的国家名片,每一项技术都必须掌握在自己手里,不能让其成为我国核电强大和“走出去”的制约因素。
众人拾柴火焰高。回望走过的八年,姚琳说,最大的收获不仅在于参与成功研制了容器,还在于收获了友谊。“这个项目团队温暖如家,为了共同的目标,大家互相扶持、互相帮助,工作越来越默契。”当前,龙舟原型样机通过验收,项目组已经迎来胜利的曙光,后续还将继续努力,早日实现项目验收,实现龙舟批量化生产,为我国乏燃料外运能力提升助一臂之力。