相关数据统计,2018年后新能源汽车动力锂电池将进入规模化退役,预计到2020年累计将超过20万吨(24.6GWh),如果按70%可用于梯次利用,大约有6万吨动力电池需要报废处理。目前电池回收有两种模式:一个是梯次利用,一个是拆解之后重新做成锂电池的原材料。在激励措施上,国家将在现有资金渠道内对梯级利用企业和再生利用企业的技术研发、设备进口等方面给予支持,鼓励企业不断提升技术水平,节约资源、保护环境。
一、背景和意义
随着人们生活水平的提高,汽车需求量逐年稳步上升,石油需求量也相应持续增长。据统计,我国汽车用油占石油总消费量的1/3至1/2,占汽油生产量的近90%,燃油汽车既增加了石油供给压力,也加剧了环境污染,通过对大中型城市PM2.5的来源分析,机动车尾气对大气造成的污染占污染总量的25%。
为保护环境和资源并推动我国汽车行业发展,近些年新能源车得到了政府的大力支持,如2015年底发改委印发的《电动汽车充电基础设施发展指南(2015-2020年)》中明确提出,到2020年全国将新增集中式充换电站1.2万座,分散式充电桩480万个等。
时至今日,我国已成为全球最大的新能源汽车市场,新能源汽车得到了井喷式发展。早在2016年新能源汽车生产就已达到51.7万辆,销售50.7万辆,比上年同期分别增长51.7%和53%,其中纯电动汽车产销分别完成41.7万辆和40.9万辆,比上年同期分别增长63.9%和65.1%
国务院发布的《节能与新能源汽车产业发展规划(2012—2020年)》指出,到2020年纯电动汽车和插电式混合动力汽车累计产销量超过500万辆。新能源汽车行业的蓬勃发展将拉动动力电池的需求,而锂电池因具有电压高、能量密度高、充放电寿命长、无记忆效应、无污染、充电效率高、自放电率低、工作温度范围宽、安全性好等显著优势,目前正加速替代铅酸电池和镍氢电池成为新能源汽车的动力电池,成为动力电池发展的主要方向。
随着锂电池产量和消费量的逐年攀升,电池报废量也不断增加,所以对废旧电池的综合回收并处理利用刻不容缓。毕竟动力锂电池退役后,如果处置不当,随意丢弃,一方面会给社会带来环境影响和安全隐患,另一方面也会造成资源浪费。
推动新能源汽车动力锂电池回收利用,有利于保护环境和社会安全,推进资源循环利用,有利于促进我国新能源汽车产业健康持续发展,对于加快绿色发展、建设生态文明和美丽中国具有重要意义。
相关数据统计,2018年后新能源汽车动力锂电池将进入规模化退役,预计到2020年累计将超过20万吨(24.6GWh),如果按70%可用于梯次利用,大约有6万吨电池需要报废处理。
党中央、国务院也高度重视新能源汽车动力锂电池回收利用,国务院召开专题会议进行研究部署。近几年来,工信部、发改委、国务院、环保部、商务部、质检总局、国家标准化管理委员会密集出台了多项法律法规和标准,极大的推动了动力锂电池的回收利用。
二、汽车锂电池回收技术发展水平及市场需求
目前电池有两个回收模式:一个是梯次利用,一个是拆解之后重新做成锂电池的原材料。在激励措施上,国家将在现有资金渠道内对梯级利用企业和再生利用企业的技术研发、设备进口等方面给予支持,鼓励企业不断提升技术水平,节约资源、保护环境。
在技术研发方面,国家支持动力蓄电池相关回收利用技术和装备的研发,鼓励废旧动力蓄电池回收企业、梯级利用企业、再生利用企业不断开发和推广新技术。在国际合作方面,国家将鼓励开展电动汽车动力电池回收利用领域的国际交流与合作,支持国家标准的共同制定和协调统一,支持开展具有国际先进水平的示范项目建设。
现在,废旧锂离子电池的回收技术已经有了重大的突破,但是现有的技术成本高、操作复杂,还能引起二次污染。现有的回收技术只关注于正极材料,对于负极来说只是简单的分离和铜箔的回收,碳负极废料并没有有效的修复再用。
本项目适应行业发展规划及相关要求,具有很高的可行性,完成新能源汽车废旧锂电池综合回收智能化生产线关键技术研发对我市在汽车锂电池回收利用技术具有很大的促进作用,完善产业链发展及布局,将废旧锂离子电池回收处理不仅能够减少对环境的污染,还能够取得相当的经济效益。
废旧电池复杂性高,拆解不便,退役动力电池复杂程度很高,包括不同类型电池制造和设计工艺的复杂性、串并联成组形式、服役和使用时间、应用车型和使用工况的多样性。比如,电池有方型、圆柱形、软包等不同类型,其叠片、绕组形式也不同,由于集成形式不同,成组后电池包也各异。
这些复杂性导致电池回收再利用或者拆解时极为不便。因此,在目前自动化水平不高的情况下,多数工序是人工完成的,工人的技能水平可能会影响着电池回收过程中的成品率,同时手工拆解过程中,电池短路、漏液可能导致起火或者爆炸,对人身和财产有潜在安全隐患。
回收的锂电池包急需从入库到报废整个过程的智能化生产线装备的导入,从入库,拆机电池包,再到梯次利用或者再生利用,并开展全生命周期溯源管理。
三、主要技术路线
3.1、主要技术关键点
(1)入库前检测装备研发;
(2)智能化立体仓库研发;
(3)人机协同电池自动化拆解生产线研发;
(4)电池智能检测设备研发;
(5)电池模组梯次利用组装线研发;
(6)废旧锂电池综合回收制造过程执行系统(MES)研发。
3.2、关键技术创新点
(1)废旧电池性能智能检测与评价体系;
(2)电池包拆解自动化生产线的实现;
(3)回收电池物流智慧化管理实现,包括自动化立库,物料自动化存取,物料编码和溯源系统;
(4)基于MES系统的废旧电池处理智慧化工厂设计。
3.3、拟采用的技术原理、技术方法、技术路线等
研究回收的锂电池包从入库到报废整个过程的智能化生产线装备,首先入库,拆机电池包,再到梯次利用或者再生利用,内容及路线如下:
(1)入库前检测:
1)电池包到厂;2)卸货到中转区域;3)外观检查;4)绝缘检测;5)放电(外观检测不合格品放电后直接手工拆解);6)扫码上传;7)入库。
(2)智能化立体仓库:
主要设备:高层货架、堆垛机、运输机、托盘、AGV小车、天轨、地轨、计算机硬件、WMS系统、WCS系统等。
(3)电池拆解生产线:
1)电池包出库上线;2)机械手拆除上盖螺丝及其它外罩螺丝;3)人工拆除上盖和其它密封盖;4)机械手拆除导流排与导线柱上螺丝;5)人工拆除导流排;6)人工拆除线束、BMS、保险开关等;7)机械手拆除模组及底座固定螺钉;8)模组电性能检测(电压、内阻);9)合格品与不合格品分类吊装下线;10)良品模组喷码、贴码上传;11)底盖吊装下线;12)拆除模组外罩;13)导流排、极耳焊点处理;14)模组分解取出电芯;15)电芯性能检测;16)机械手电芯分类下线;17)良品电芯喷码、贴码,各自动化工序需要配备视觉系统CCD和智能机械手。
(4)检测设备:
1)模块检测设备;2)电芯检测设备;3)电池包检测设备;4)EOL测试设备。
(5)梯次利用组装线:
1)模组组装;2)模组装箱;3)安装BMS、线束连接、面板等;4)EOL测试;5)紧固箱盖(机械手)。
(6)电池MES系统:
MES系统包括从原料入库、拆解线、检测、组装线到产品出库的整个产线的每一个环节,请认真做好整体和细节设计,保证系统联调、实际运行、国家溯源平台对接成功;
(7)再生利用生产线:
1)一级撕碎机中进行撕碎;2)二次破碎;3)磁选分选铁;4)分气流分选隔膜纸;5)三级粉碎;6)气流分选正负极材料与铜、铝、镍等材料;7)所有的超细粉尘进行空气净化,使之达到国家排放标准后再进行高空排放。
四、技术指标:
1、设备自动化率≥70%;
2、设备回收产能:0.2~1吨/小时;
3、可处理废电池最大尺寸:2.2m×1.4m×0.6m;
4、适应最大电池包重量:700kg;
5、铁回收率(重量%):≥99%,铜铝回收率(重量%):≥98%,正负极材料回收率(重量%):≥99%;
6、可对接“新能源汽车国家监测与动力蓄电池回收利用溯源综合管理平台"。
五、项目实施方案
5.1、技术实施步骤
由入库前处理、智能化立体仓库、电池拆解生产线、检测设备、梯次利用组装线、再生利用生产线和锂电池综合回收智能化生产线MES系统组成。电池包到厂后先进行入库前处理,入库前处理在滚筒流水线上完成。
预处理后的电池包通过堆垛机叉取进入立体仓库或直接叉取到电池拆解生产线进行拆解生产,电池包首先拆解成电芯模组进行电性能检测,合格的电芯模组进行梯次利用,不合格的电芯模组继续拆解成单体电芯,继续对单体电芯进行电性能检测,合格的单体电芯进行梯次组装利用,不合格的报废电芯进入再生利用生产线。
通过合适的工艺对锂电池单体电芯中的正极材料、电解液、外壳材料、隔膜和负极材料进行充分回收;整个生产过程通过锂电池综合回收智能化生产线MES系统进行管理和监控,该MES系统专门针对废旧锂电池包回收利用过程定制开发,实现产品数据自动化管理,构建系统的产品追溯系统和数字化信息管理系统。
总体技术方案的组织生产流程如下:
一、背景和意义
随着人们生活水平的提高,汽车需求量逐年稳步上升,石油需求量也相应持续增长。据统计,我国汽车用油占石油总消费量的1/3至1/2,占汽油生产量的近90%,燃油汽车既增加了石油供给压力,也加剧了环境污染,通过对大中型城市PM2.5的来源分析,机动车尾气对大气造成的污染占污染总量的25%。
为保护环境和资源并推动我国汽车行业发展,近些年新能源车得到了政府的大力支持,如2015年底发改委印发的《电动汽车充电基础设施发展指南(2015-2020年)》中明确提出,到2020年全国将新增集中式充换电站1.2万座,分散式充电桩480万个等。
时至今日,我国已成为全球最大的新能源汽车市场,新能源汽车得到了井喷式发展。早在2016年新能源汽车生产就已达到51.7万辆,销售50.7万辆,比上年同期分别增长51.7%和53%,其中纯电动汽车产销分别完成41.7万辆和40.9万辆,比上年同期分别增长63.9%和65.1%
国务院发布的《节能与新能源汽车产业发展规划(2012—2020年)》指出,到2020年纯电动汽车和插电式混合动力汽车累计产销量超过500万辆。新能源汽车行业的蓬勃发展将拉动动力电池的需求,而锂电池因具有电压高、能量密度高、充放电寿命长、无记忆效应、无污染、充电效率高、自放电率低、工作温度范围宽、安全性好等显著优势,目前正加速替代铅酸电池和镍氢电池成为新能源汽车的动力电池,成为动力电池发展的主要方向。
随着锂电池产量和消费量的逐年攀升,电池报废量也不断增加,所以对废旧电池的综合回收并处理利用刻不容缓。毕竟动力锂电池退役后,如果处置不当,随意丢弃,一方面会给社会带来环境影响和安全隐患,另一方面也会造成资源浪费。
推动新能源汽车动力锂电池回收利用,有利于保护环境和社会安全,推进资源循环利用,有利于促进我国新能源汽车产业健康持续发展,对于加快绿色发展、建设生态文明和美丽中国具有重要意义。
相关数据统计,2018年后新能源汽车动力锂电池将进入规模化退役,预计到2020年累计将超过20万吨(24.6GWh),如果按70%可用于梯次利用,大约有6万吨电池需要报废处理。
党中央、国务院也高度重视新能源汽车动力锂电池回收利用,国务院召开专题会议进行研究部署。近几年来,工信部、发改委、国务院、环保部、商务部、质检总局、国家标准化管理委员会密集出台了多项法律法规和标准,极大的推动了动力锂电池的回收利用。
二、汽车锂电池回收技术发展水平及市场需求
目前电池有两个回收模式:一个是梯次利用,一个是拆解之后重新做成锂电池的原材料。在激励措施上,国家将在现有资金渠道内对梯级利用企业和再生利用企业的技术研发、设备进口等方面给予支持,鼓励企业不断提升技术水平,节约资源、保护环境。
在技术研发方面,国家支持动力蓄电池相关回收利用技术和装备的研发,鼓励废旧动力蓄电池回收企业、梯级利用企业、再生利用企业不断开发和推广新技术。在国际合作方面,国家将鼓励开展电动汽车动力电池回收利用领域的国际交流与合作,支持国家标准的共同制定和协调统一,支持开展具有国际先进水平的示范项目建设。
现在,废旧锂离子电池的回收技术已经有了重大的突破,但是现有的技术成本高、操作复杂,还能引起二次污染。现有的回收技术只关注于正极材料,对于负极来说只是简单的分离和铜箔的回收,碳负极废料并没有有效的修复再用。
本项目适应行业发展规划及相关要求,具有很高的可行性,完成新能源汽车废旧锂电池综合回收智能化生产线关键技术研发对我市在汽车锂电池回收利用技术具有很大的促进作用,完善产业链发展及布局,将废旧锂离子电池回收处理不仅能够减少对环境的污染,还能够取得相当的经济效益。
废旧电池复杂性高,拆解不便,退役动力电池复杂程度很高,包括不同类型电池制造和设计工艺的复杂性、串并联成组形式、服役和使用时间、应用车型和使用工况的多样性。比如,电池有方型、圆柱形、软包等不同类型,其叠片、绕组形式也不同,由于集成形式不同,成组后电池包也各异。
这些复杂性导致电池回收再利用或者拆解时极为不便。因此,在目前自动化水平不高的情况下,多数工序是人工完成的,工人的技能水平可能会影响着电池回收过程中的成品率,同时手工拆解过程中,电池短路、漏液可能导致起火或者爆炸,对人身和财产有潜在安全隐患。
回收的锂电池包急需从入库到报废整个过程的智能化生产线装备的导入,从入库,拆机电池包,再到梯次利用或者再生利用,并开展全生命周期溯源管理。
三、主要技术路线
3.1、主要技术关键点
(1)入库前检测装备研发;
(2)智能化立体仓库研发;
(3)人机协同电池自动化拆解生产线研发;
(4)电池智能检测设备研发;
(5)电池模组梯次利用组装线研发;
(6)废旧锂电池综合回收制造过程执行系统(MES)研发。
3.2、关键技术创新点
(1)废旧电池性能智能检测与评价体系;
(2)电池包拆解自动化生产线的实现;
(3)回收电池物流智慧化管理实现,包括自动化立库,物料自动化存取,物料编码和溯源系统;
(4)基于MES系统的废旧电池处理智慧化工厂设计。
3.3、拟采用的技术原理、技术方法、技术路线等
研究回收的锂电池包从入库到报废整个过程的智能化生产线装备,首先入库,拆机电池包,再到梯次利用或者再生利用,内容及路线如下:
(1)入库前检测:
1)电池包到厂;2)卸货到中转区域;3)外观检查;4)绝缘检测;5)放电(外观检测不合格品放电后直接手工拆解);6)扫码上传;7)入库。
(2)智能化立体仓库:
主要设备:高层货架、堆垛机、运输机、托盘、AGV小车、天轨、地轨、计算机硬件、WMS系统、WCS系统等。
(3)电池拆解生产线:
1)电池包出库上线;2)机械手拆除上盖螺丝及其它外罩螺丝;3)人工拆除上盖和其它密封盖;4)机械手拆除导流排与导线柱上螺丝;5)人工拆除导流排;6)人工拆除线束、BMS、保险开关等;7)机械手拆除模组及底座固定螺钉;8)模组电性能检测(电压、内阻);9)合格品与不合格品分类吊装下线;10)良品模组喷码、贴码上传;11)底盖吊装下线;12)拆除模组外罩;13)导流排、极耳焊点处理;14)模组分解取出电芯;15)电芯性能检测;16)机械手电芯分类下线;17)良品电芯喷码、贴码,各自动化工序需要配备视觉系统CCD和智能机械手。
(4)检测设备:
1)模块检测设备;2)电芯检测设备;3)电池包检测设备;4)EOL测试设备。
(5)梯次利用组装线:
1)模组组装;2)模组装箱;3)安装BMS、线束连接、面板等;4)EOL测试;5)紧固箱盖(机械手)。
(6)电池MES系统:
MES系统包括从原料入库、拆解线、检测、组装线到产品出库的整个产线的每一个环节,请认真做好整体和细节设计,保证系统联调、实际运行、国家溯源平台对接成功;
(7)再生利用生产线:
1)一级撕碎机中进行撕碎;2)二次破碎;3)磁选分选铁;4)分气流分选隔膜纸;5)三级粉碎;6)气流分选正负极材料与铜、铝、镍等材料;7)所有的超细粉尘进行空气净化,使之达到国家排放标准后再进行高空排放。
四、技术指标:
1、设备自动化率≥70%;
2、设备回收产能:0.2~1吨/小时;
3、可处理废电池最大尺寸:2.2m×1.4m×0.6m;
4、适应最大电池包重量:700kg;
5、铁回收率(重量%):≥99%,铜铝回收率(重量%):≥98%,正负极材料回收率(重量%):≥99%;
6、可对接“新能源汽车国家监测与动力蓄电池回收利用溯源综合管理平台"。
五、项目实施方案
5.1、技术实施步骤
由入库前处理、智能化立体仓库、电池拆解生产线、检测设备、梯次利用组装线、再生利用生产线和锂电池综合回收智能化生产线MES系统组成。电池包到厂后先进行入库前处理,入库前处理在滚筒流水线上完成。
预处理后的电池包通过堆垛机叉取进入立体仓库或直接叉取到电池拆解生产线进行拆解生产,电池包首先拆解成电芯模组进行电性能检测,合格的电芯模组进行梯次利用,不合格的电芯模组继续拆解成单体电芯,继续对单体电芯进行电性能检测,合格的单体电芯进行梯次组装利用,不合格的报废电芯进入再生利用生产线。
通过合适的工艺对锂电池单体电芯中的正极材料、电解液、外壳材料、隔膜和负极材料进行充分回收;整个生产过程通过锂电池综合回收智能化生产线MES系统进行管理和监控,该MES系统专门针对废旧锂电池包回收利用过程定制开发,实现产品数据自动化管理,构建系统的产品追溯系统和数字化信息管理系统。
总体技术方案的组织生产流程如下:
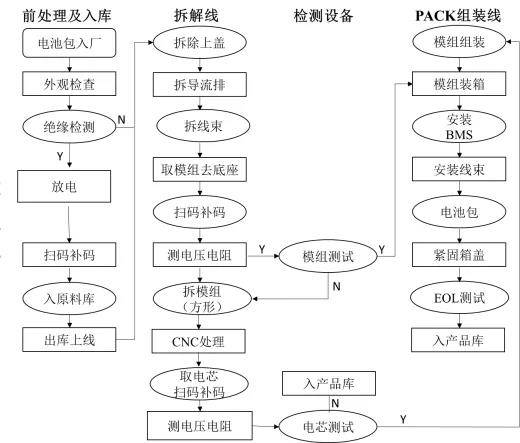
图5-2:技术方案的组织生产流程图
5.1.1、入库前处理
回收回来的电池包先进行集中存放入库,后续根据生产安排及生产需求从仓库中调出运到拆解生产线上,进行拆解与回收生产。
入库前需对电池包进行一些必要的前处理工作,主要包括:电池包到厂后对电池包先进行外观检查与绝缘检测,然后对电池包进行放电与除尘,如果电池包外观检测不合格放电后直接进行手工拆解,检测合格的电池包扫码(若无码人工贴码再扫码)上传后入库存放。
入库前处理主要生产流程如下:
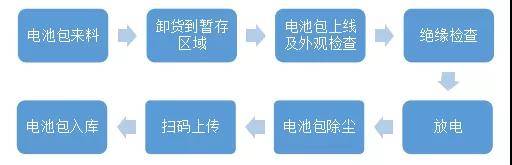
图5-3:入库前处理生产工艺流程图
入库前处理各工序的生产作业工作主要在滚筒流水线上完成,总体详细技术方案如下:
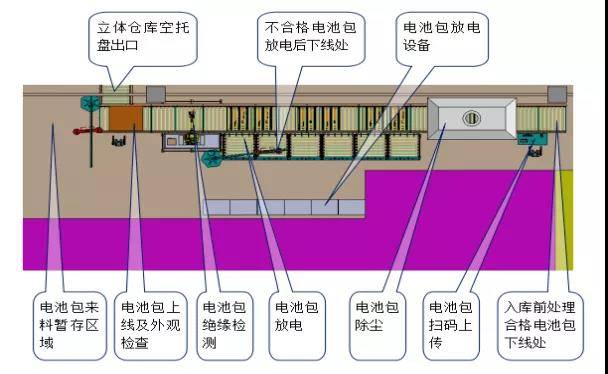
图5-4:入库前处理示意图
(1)拆解电池包来料后,人工叉车卸货带托盘送至暂存区暂存;
(2)开始入库前处理后,MES系统下达生产信息,WMS/WCS 系统控制立体仓库将空托盘运送至电池包吊装上线位置,由人工操作悬臂吊将来料电池包吊到入库前处理线的立库托盘上,并由人工进行外观检测;
(3)外观检测后通过滚筒流水线运输至后续工位进行绝缘检测与PACK包放电;
(4)放电后对于外观检测不合格的电池包直接运送至手工拆解线进行拆解,外观合格的电池包经扫码(若无码人工贴码再扫码)后,滚筒线运输至入库前处理下线处;
(5)最后通过AGV叉车将带有托盘的合格电池包运送到立体仓库入口处。
5.2.2、智能化立体仓库
智能化立体仓库用来集中存放回收回来的电池包,同时根据生产需要从智能化立体仓库中转运到拆解生产线上进行拆解,智能化立体仓库中主要设备包含:高层货架、堆垛机、运输机、托盘、AGV小车、天轨、地轨、计算机硬件、WMS系统、WCS系统等。
立体仓库平面布局图:

图5-5:立体仓库平面布局图
(1)立体仓库主要用来存放来料外形检测合格的电池包和梯次利用组装线重新装配合格的电池包;
(2)立库设置货格数≧500个货格;
(3)堆垛机数量:2-3台单深堆垛机,1台双深堆垛机;
(4)入库前处理时外形检测不合格的电池包由堆垛机接取送至右侧输送线,进入拆解区直接拆解,不入库存储,而入库前处理检测合格的电池包由堆垛机接取后从加收电池包入库口进入立体仓库存放;
(5)同时前处理线所需的空托盘由堆垛机从库内叉取,送至空托盘出库口位置;
(6)梯次利用组装线重新装配合格的电池包从成品入库口入库存放。
5.2.3、人机协同电池自动化拆解生产线
电池拆解生产线负责将电池包拆解成电芯模组;然后对电芯模组进行电性能检测,其中电性能合格的电芯模组进行梯次利用,不合格的电芯模组继续拆解成单体电芯;再对单体电芯进行电性能检测,其中电性能合格的单体电芯进行梯次利用,不合格的单体电芯进行处理后转运到再生利用生产线继续回收电芯正负极材料,各自动化工位配备视觉系统CCD和智能机械手。
人机协同电池自动化拆解生产线的主要生产流程如下:
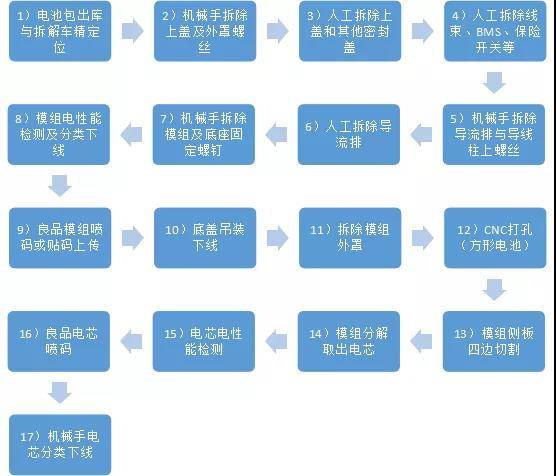
图5-6:人机协同电池自动化拆解生产线工艺流程图
拆解生产线从电池包拆成模组通过AGV小车运输拆解车到各个工位进行拆解的方式,而模组拆成电芯各工序的生产作业工作主要在倍速链流水线上完成,总体详细技术方案如下:

图5-7:人机协同电池自动化拆解生产线示意图
(1)电池包从立体仓库出库后,先在拆解车上进行精确定位;
(2)然后通过AGV运输拆解车带电池包至各个工位进行拆解工作,将电池包拆解成模组;
(3)拆接下来的模组通过电性能检测后进行分类,电性能合格的模组喷码或贴码后下线储存或运输至梯次利用组装线进行组装,电性能不合格的模组继续拆解成单体电芯;
(4)模组拆解成单体电芯在各个工位的运输是在倍速链输送线上进行;
(5)拆解下来的单体电芯通过电性能检测后进行分类,电性能合格的电芯喷码或贴码后下线储存或运输至梯次利用组装线进行组装,电性能不合格的电芯进入再生利用生产线进行破碎回收利用;
5.2.4、电池智能检测设备
检测设备用于对废旧电池包、拆解下来的电芯模组、拆解下来的单体电芯以及梯次利用组装好的PACK包进行充放电以及电性能检测等。
5.2.4.1、电芯充放电检测设备
主要用于单体电芯的性能试验。快速判断挑选出可梯次利用电芯。
设备进行的测试试验内容有:电池循环寿命试验、电池容量试验、电池充电特性试验、电池放电特性试验、电池荷电保持能力试验、电池充放电效率试验、电池过充、过放速率承受能力试验等。
5.2.4.2、电池模组充放电检测设备
主要用于电池模组、低速车成品的性能测试。快速判断拆解的电池模组的健康状态(SOH),以便确认可直接梯次利用模组;挑选值得拆解模组,挑选合适的电芯组合利用。测试重新组合模组的性能。
设备试验内容:电池循环寿命试验、电池容量试验、电池充电特性试验、电池放电特性试验、电池荷电保持能力试验、电池充放电效率试验、电池过充、过放速率承受能力试验等。
5.2.4.3、电池包快速筛选评价设备
主要用于快速评价电池包的健康度(SOH)。
设备功能介绍:采用OCV,内阻,电压电流频响等手段,快速评估电池包的健康度,找出可梯次利用的模组和可能的梯次利用方案。
5.2.5、电池模组梯次利用组装线
梯次利用组装线负责将回收拆解下来的合格单体电芯或电芯模组进行梯次利用组装成电池包。可以从单体电芯组装成电芯模组,再组装成电池包;也可以从电芯模组直接组装成电池包。
电池模组梯次利用组装线主要工艺流程如下:
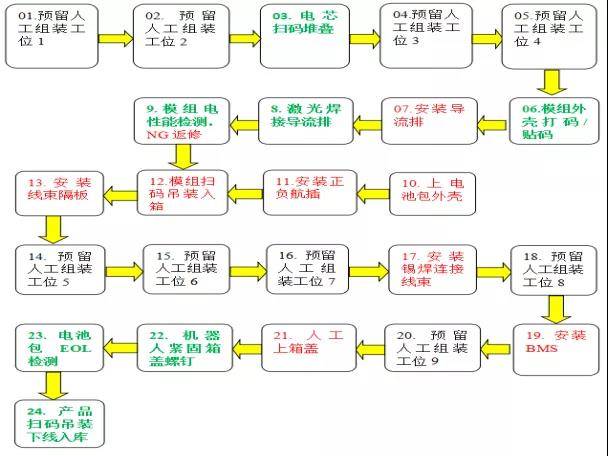
图5-8:电池模组梯次利用组装线工艺流程图
梯次利用组装线的生产工作在倍速链流水线上完成,详细技术路线如下:
(1)该电池模组梯次利用组装线兼容2种生产方式,既可以从单体电芯组装成电芯模组,再从电芯模组组装成电池包,也可以从电芯模组直接组装成电池包;
(2)线体前段负责将单体电芯组装成电芯模组,并对模组做简单的电性能检测;
(3)线体后段将前段组装合格的电芯模组组装成电池包,并对电池包进行EOL检测,同时也可以将回收拆解下来的合格电芯模组组装成电池包。
5.2.6、再生利用生产线
再生利用生产线负责将回收拆解下来的不合格的报废电芯,通过合适的工艺对锂电池单体电芯中的正极材料、电解液、外壳材料、隔膜和负极材料进行充分回收。
包含的主要工序步骤有:1)一级撕碎机进行撕碎;2)二级破碎;3)磁选分选铁;4)分气流分选电芯隔膜;5)三级粉碎;6)气流分选正负极材料与铜、铝、镍等材料;7)所有的超细粉尘进行空气净化,使之达到排放标准后再进行排放。
5.2.7、废旧锂电池综合回收制造过程执行系统(MES)
MES系统包括从原料入库、拆解线、检测、组装线到产品出库的整个产线的每一个环节,保证系统联调、实际运行、并与国家溯源平台对接。
主要功能(包含但不限于):基础数据管理、计划管理、物料管理、仓库管理(WMS、WCS)、过程管理、质量管理、设备管理、数据采集、异常处理、动态信息反馈、分析决策、维修管理、原料及产品溯源管理、移动端应用、系统配置。
满足以下需求:静态性能需求、动态性能需求、外部接口需求、设计约束等。
系统功能详情:
专门针对电池包回收利用过程定制开发,实现产品数据自动化管理,构建系统的产品追溯系统和数字化信息管理系统,使生产部门、工程部门、品质部门和其它相关部门可以调用及监控电池数据。
提高生产效率,降低对操作员工水平的依赖和确保品质检查的可重复性。系统对每个关键工序从人、机、料、法、环等方面记录信息,以便确切追溯各个工序的生产信息,生成客户所需报表。也能够提供与ERP、PLM系统对接的可能性,实现工单计划,BOM表和库存管理等功能。
WMS与WCS系统集成:
MES系统、仓库管理系统WMS与仓库控制系统WCS集成,控制并跟踪仓库业务的物流和成本管理全过程,实现完善的企业仓储信息管理。若系统设备厂商提供立体仓库方案,MES系统能对堆垛机、AGV小车、机器人等设备进行运控控制。
采用无线、有线网络、条码和移动数据采集技术。
功能包括:收货、上货架、移仓、拆箱、拆托盘、包装、拣货、发货、退货等。
作者:德龙激光副总裁/杨锦彬(博士)
参考文献
[1]王刚、赵光金等:动力锂电池梯次利用与回收处理
[2]简述关于动力电池回收市场的发展趋势/来源:钜大LARGE
[3]新能源汽车呈现多元化发展态势/来源:经济日报
[4]田春筝、高超,、唐西胜、刘巍、付科源:动力锂电池产业结构及发展展望
[5]朱成章:对我国发展纯电动汽车的质疑与思考
[6]华俊良:PLC控制技术在工业自动化中的优化应用策略
[7]邓龙征:磷酸铁锂正极材料制备及其应用的研究
[8]动力锂电池回收利用市场分析/来源::危废前沿
[9]于保军、于文函、孙伦杰、司苏美:“十三五”我国纯电动汽车战略规划分析
[10]陈秀娟:动力电池产业四大现状解读
[11]赵正:高镍化动力锂电池新风向
[12]谭晓军:电动汽车动力电池管理系统设计
[13]戴海峰、王楠、魏学哲:车用动力锂离子电池单体不一致性问题研究综述
[14]崔张坤、梁英、龙泽:锂电池组单体电压检测系统设计
[15]张鸿勋:锂电池市场现状分析——基于锂电池工具角度