近日,历经4个月的不懈努力,太平岭1号机组顺利实现激光测量技术在汽轮机安装阶段的工程部署。作为集团核电建设领域中的首次技术应用,该技术不仅显著降低了汽轮机通流间隙调整阶段的工作量,还使汽轮机间隙调整的准确度得到大幅度提升,为以创新引领推动项目高质量建设再添一生动实践。

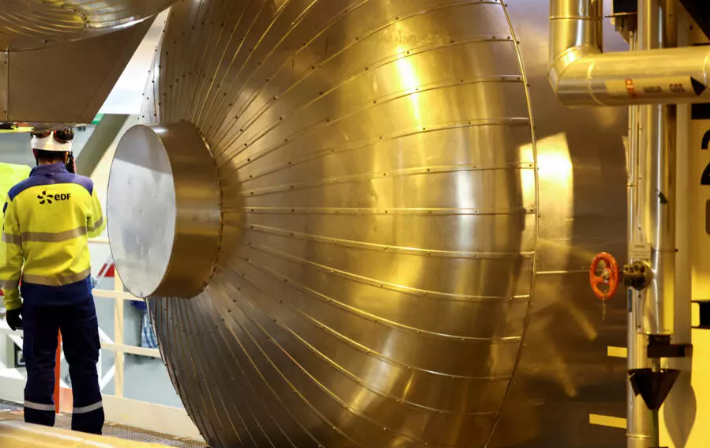
汽轮机作为电厂最大的转动设备,它的安装步骤不仅复杂繁多,对精度要求也非常高。其中,要求最为严格工作就是通流间隙的调整。所谓通流间隙就是在机组的设计过程中,考虑到机组的一些振动特性、变工况下的响应及应力变化,因此缸体和转子之间需要就有部分间隙,避免机组在运行过程中发生振动大而跳机的事件。
当通流间隙过大时,汽轮机漏汽加剧,显著影响汽轮机热经济性,但如果汽轮机通流间隙过小时,可能会导致转子和汽封体的碰磨,严重时会直接损坏汽轮机的转子,造成巨大安全事故和经济损失。因此,将通流间隙调整至合理的范围内是汽轮机安装工作中最为重要的一环。

现场安装工作中,将上百吨的巨大转子与汽缸隔板的间隙调整至规定范围内(精确到0.01mm)是一项难度极高、风险极大的安装工作。按照以往核电机组的建设经验,汽轮机通流间隙数据是通过压铅丝的方法进行测量的,但这个方法耗时长,需要来回多次将上百吨的汽轮机转子吊放至汽缸中,得到间隙数据后再进行调整,调整完成后再将转子吊入缸内检查间隙是否符合安装要求。
为确保汽轮机安装工作的持续高效开展以及汽轮机安装目标的顺利实现,汽轮机扣盖党员攻坚队充分发挥战斗堡垒作用,有效整合惠州公司主责、工程公司主导、运营公司善谋各方优势力量,从方案制定到实施,直面挑战、执行迅速、群策群力,创新性的将激光测量技术应用在了太平岭1号汽轮机组的通流间隙调整工作上。
相较于传统的压铅丝测量,激光测量技术大幅度地缩减了汽轮机组安装建设的周期,累计可缩短建设工期1个月以上;同时,在减少了转子、隔板等大件设备的吊装频率的基础上,更是显著降低了汽轮机安装过程中的风险,提高了间隙调整的精度。理论上,激光测通流间隙技术测量误差可控制在0.03mm以内,仅为人类头发丝直径的一半,精度大大提高的同时,大幅节省工期,切实助力汽轮机安装工作的开展。
科技是国家强盛之基,创新是民族进步之魂。以创新作为推动“三大工程”建设的重要支撑,激光测通流间隙技术在汽轮机工程安装阶段的成功应用不仅缓解了工期压力、降低了安全风险、提高了安装质量,更是一次成功的创新实践,对未来同类工作有巨大的示范应用效益。