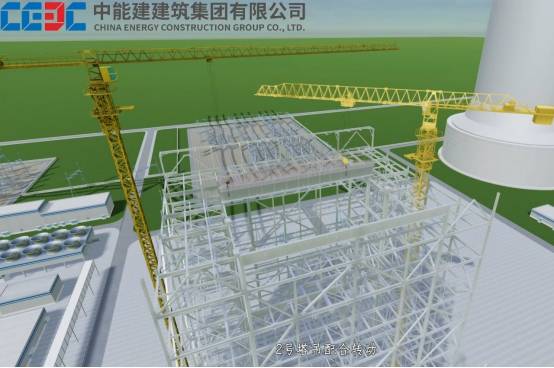
本次开焊的部件为上部垂直水冷壁右墙,材质为12Cr1MoVG,规格为Φ32×7.5和Φ28.6×5.8,采用全氩弧焊接工艺,本次组合焊口共416只,先期焊接的水冷壁焊口共计27200只。
为确保此次受热面顺利开焊,项目部和专业科前期进行了精心的策划,多次评审组合场地规划布置情况,建立开焊前准备事项清单,每日进行盘点。在组合架焊接验收完成后,统一刷色标进行亮化,制作焊接工艺展板、母材焊材光谱色标对照表。技术方面,技术人员编制焊接工程一览表、报审受热面各系统焊接施工方案、编制焊接及热处理工艺卡,提前半个月完成开焊前的焊接技术准备工作。同时要求高压焊工进场后以高标准要求焊工岗前培训,以保证高压焊工的技能过硬。开焊前,对焊接及安装作业人员进行了安全技术交底,监理、业主全程旁站监督。